


吹瓶常见的质量问题及产生原因和解决方法
以下为在吹瓶生产中经常出现的质量问题及其解决办法:
|
类型 |
参考图型 |
缺陷描述 |
可能原因 |
解决方法 |
|
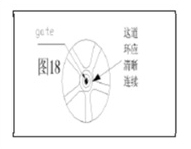
GATE处的问题 |
|
1、Gate周围太厚且看不到图片那道环。 2、Gate周围太薄 3、底部中心有高度近视的“眼镜”圈。 4、Gate处向外凸。 |
1、瓶坯底部温度低。 2、瓶坯底部温度太低,拉杆调整不当,拉杆下行程缓冲器挡铁松动。瓶坯本身Gate处过烧。 3、坯底区温度偏高。 4、坯底区温度高或底模冷却不良。 |
1、升温。 2、做相应的调整。 3、降温。 4、降低坯底区温度。 5、检查底模冷却。 |
|
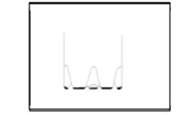
底角薄 |
|
1、5个底角都薄且中心也薄。 2、2或3个底角薄且Gate不在中心处。 |
1、预吹气压偏高。 2、预吹凸轮位置太靠前。 3、预吹气压或气流偏大。 4、拉升杆弯曲或吹嘴气偏。 |
1、降低预吹气压或流量。 2、增大凸轮角度。 3、检查拉伸杆或吹嘴。 |
|
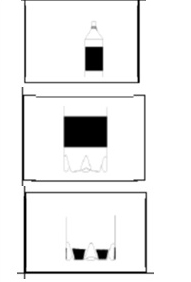
白雾 |
|
1、在标签到Pintch部位。 2、在Pintch下部。 3、在底角部。 |
1、瓶坯身区温度太低。 2、4,5区温度低。 3、瓶坯底区温度太低。 |
1、提高3,4区温度。 2、提高4,5区温度。 3、提高瓶坯底区温度。 |
|
瓶口炸裂 |
|
1、炸裂的瓶坯号相同。 2、瓶子模具号相同。 3、模具号不固定。 |
1、瓶坯本身的原因。 2、吹嘴下压力量太大。 3、瓶口加热温度偏高。 |
1、调整灯架高度。 2、调整吹嘴高度。 3、降低1,2区温度提高Oven风量。 |
|
容积小 |
|
1、所有容积都偏小。 2、单个瓶子容偏小。 |
1、预吹气压低预吹时间短。 2、单向阀流量小或模身冷却不良。 |
1、升高预吹气压,调整预吹凸轮。 2、调整单向阀检查模身冷。 |
|
积料 |
|
1、在支撑环下部且瓶子号不固定。 2、在支撑环下部且瓶子号固定。 |
1、预吹压力偏高。 2、1区加热温度高。 3、设定温度高。 4、预吹流量偏大。 5、拉杆动作不正常。 |
1、降低预吹压力。 2、降低1,2区温度。 3、调整流量阀。 4、检查气路。 |
|
|
1、模具号不确定。 2、模具号确定。 |
1、2区加热温度低。 2、单向阀流量不合适。 |
1、提高2区温度,调灯架,擦灯管。 2、调流量阀。 |
|
|
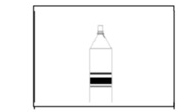
材料不均匀 |
|
1、发生在瓶子中部的某处且是较宽的硬环。 |
1、单向阀坏。 2、气缸活塞密封出现问题。 |
1、更换单向阀,活塞密封圈。 |
|
合模线问题 |
|
1、合模线处扁平,不圆滑。 2、合模线凸出。 |
1、合模间隙太小,预吹压力高,模具补偿失效。 2、合模间隙太大。 |
1、调整合模间隙。 2、降低预吹压力。 3、更换补偿密封圈。 |
|
瓶子变形 |
|
下线后瓶子温度高。 |
1、模具冷却循环不畅。 2、模具冷却温度偏高。 |
1、检查冷却水循环系统。 2、降低模具冷却温度。 |